La calidad del recubrimiento no se deja a la intuición: se demuestra con datos. En MetalCover documentamos los parámetros clave y realizamos ensayos normalizados para garantizar que cada lote cumple los requisitos técnicos del cliente.
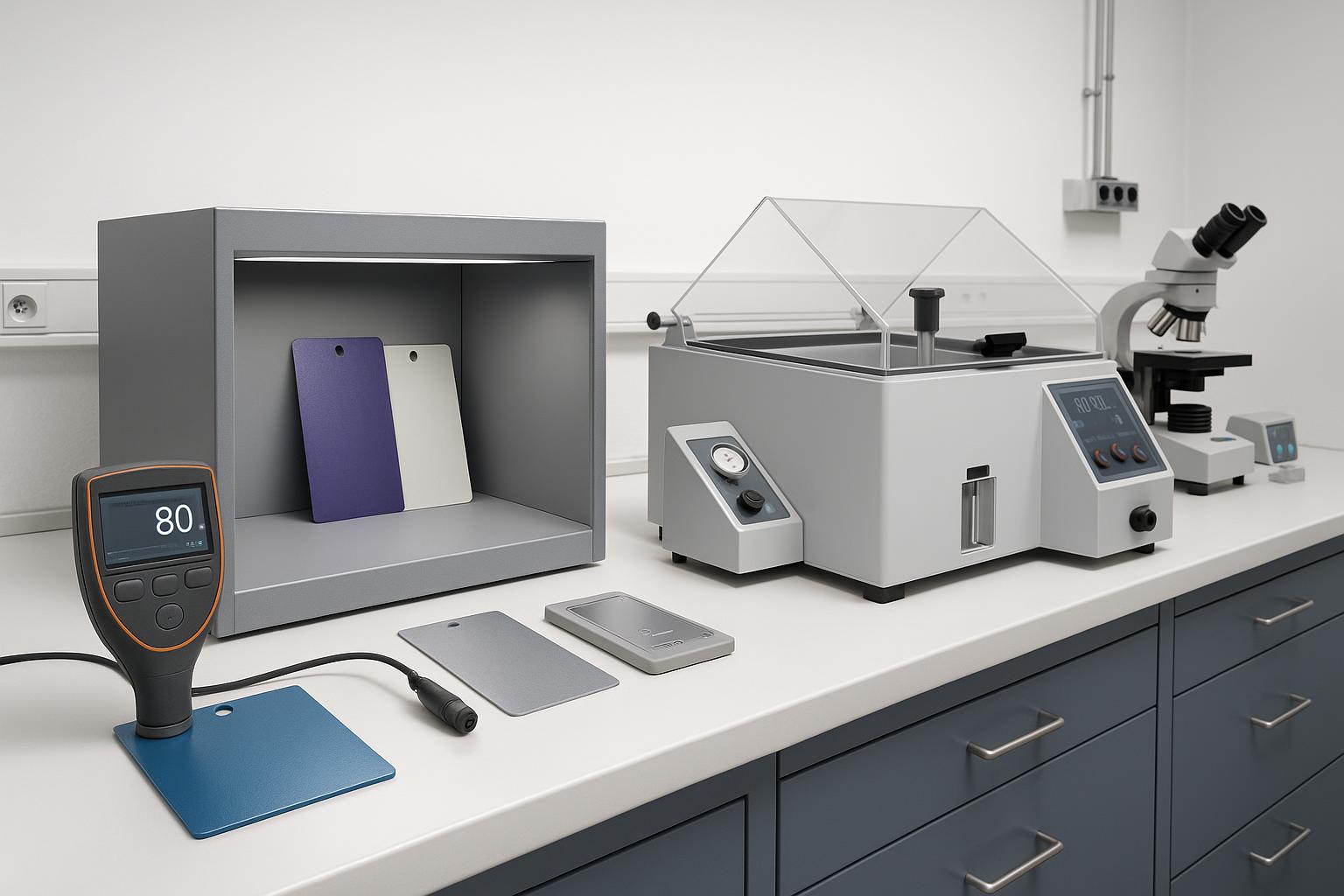
Medición de Espesor
Utilizamos medidores electromagnéticos/eddy current calibrados. El objetivo típico está entre 60–120 μm según especificación.
Adherencia (Corte enrejado)
Ensayo según ISO 2409. Valoración de 0 (mejor) a 5. Recomendado realizar en zonas representativas y tras curado completo.
Impacto y Flexión
Evaluamos resistencia al impacto (ISO 6272) y flexión (ISO 1519/1520) para validar la integridad del film en solicitaciones mecánicas.
Niebla Salina
Para ambientes agresivos, realizamos ensayos de corrosión acelerada (ISO 9227). Exigencias habituales: >500 h sin corrosión subcapa significativa.
Brillo y Color
Con glossmeter y espectrofotómetro verificamos brillo y ΔE*00 respecto a patrón. Es crítico en series donde la repetibilidad estética es prioritaria.
Si busca un partner con registros trazables, solicite nuestro Servicio de pintura al horno para piezas metálicas con protocolos de calidad y reporte de ensayos.
Solicitar PresupuestoPlan de Control de Calidad
- Recepción: verificación de materia prima, inspección visual y documentación.
- Pretratamiento: controles de pH, conductividad y temperatura por turno.
- Aplicación: registro de kV/µA, caudales y estado de filtros/cabina.
- Curado: perfil térmico en metal temperature con termopares.
- Verificación: espesor, adherencia, brillo/color y defectología.
- Trazabilidad: etiqueta de lote con operario, fecha, polvo y parámetros.
Criterios de Aceptación
- Espesor medio conforme a plano (p. ej. 70–100 μm) con ±15% de tolerancia local.
- Adherencia ≤ clase 1 (ISO 2409).
- Impacto ≥ valor especificado en ficha técnica del polvo.
- Brillo ±5 GU respecto a patrón; ΔE*00 ≤ 1.0 si aplica homologación color.
- Sin defectos críticos: ojitos, piel de naranja severa, inclusiones, porosidad.
Plan de Muestreo
- Lotes pequeños (<50 piezas): 100% inspección visual + espesor en 3 puntos por pieza.
- Lotes medianos (50–200): AQL 1.0, espesor en 8 piezas; adherencia en 3 piezas.
- Lotes grandes (>200): AQL 0.65, espesor en 13 piezas; pruebas mecánicas por cada 200.
Defectología y Prevención
- Ojos de pez: contaminación siliconas/aceites. Acción: limpieza, renovar baños, filtros.
- Descuelgues: exceso de espesor/temperatura. Acción: ajustar caudal y curado.
- Piel de naranja: polvo, viscosidad aparente o curado. Acción: revisar ficha técnica.
- Sombreados: jaula de Faraday. Acción: bajar kV y mejorar puesta a tierra.
Checklist rápido por turno
- Baños y enjuagues dentro de rango.
- Parámetros de pistola verificados y anotados.
- Termopares con lectura válida en metal.
- Espesores medidos y registrados.
FAQs
¿Cada cuánto calibro instrumentos?
Medidores de espesor y glossmeter: trimestral; espectrofotómetro: semestral; termopares: verificación mensual.
¿Cómo documento no conformidades?
Registro con foto, lote, causa raíz y acción correctiva; seguimiento hasta cierre y verificación de eficacia.